|
G-Code Base Operations:
|
This section contains basic operations that are performed prior to any G-Code Operations selected below. The base operations are always applied before the additional operations.
|
|
Scale XY
|
Sets the scaling percentage for X and Y axes to be applied to the input g-code file.
|
|
Scale Z
|
Sets the scaling percentage for Z axis to be applied to the input g-code file.
|
|
Scale Feed
|
Sets the scaling percentage for feed rate to be applied to the input g-code file.
|
|
Rotate
|
Sets the angle in degrees to rotate input g-code file.
|
|
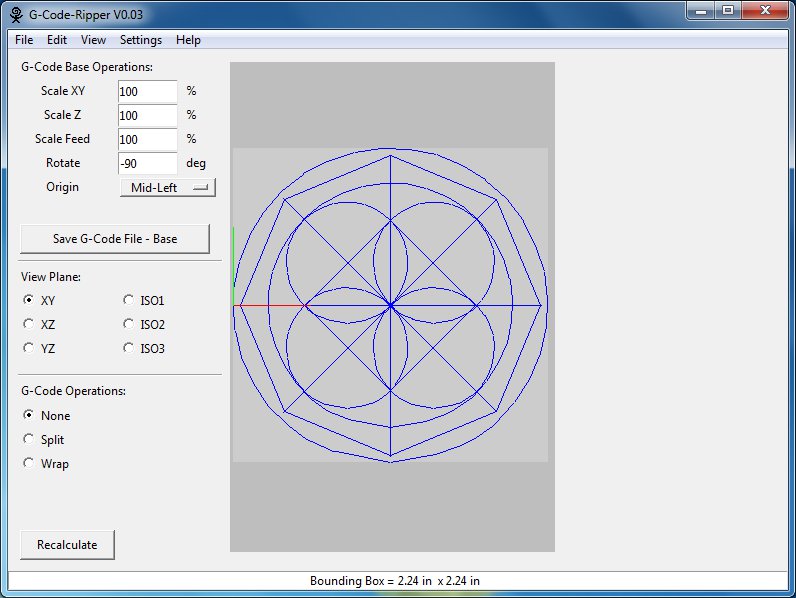
Origin
|
The origin determines the relative location of the g-code x and y zero location. The current location of the origin is displayed in the display window as a red and green lines. The red and green lines follow the RGB convention Red is the x-axis, Green in the y-axis.
|
|
Save G-Code File Base (Button)
|
This button results in saving the g-code with only the option above the button being applied (scale, rotate, origin). Any further options from below or on the right side of the image are not applied.
|
|
|
|
|
View Plane:
|
This section contains a variety of view plane orientations only one of the options is active at any time.
|
|
|
|
|
G-Code Operations:
|
In this section the additional operations that can be applied to the g-code can be selected.
|
|
None
|
No operations are performed in addition to the base operations.
|
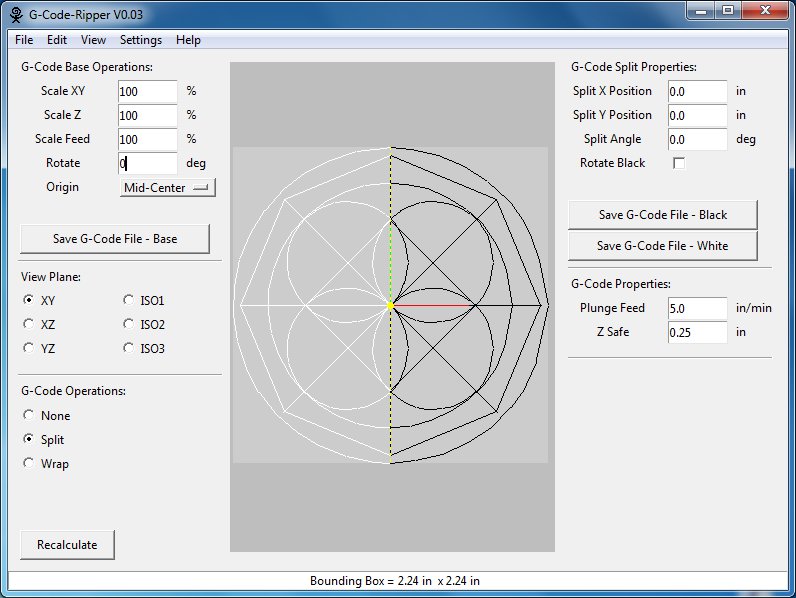
|
Split
|
The G-Code is split along a line creating two g-code programs that can be run independently.
|
|
Wrap
|
One of the G-Code linear axes (X or Y) is mapped to a rotary axis (A or B) for machining on a cylinder.
|